



What is Die Casting
Die casting is a manufacturing process used to produce shapes and components from metal alloys, plastics and other materials. It offers a high degree of accuracy, repeatability and quality, and is well-suited for mass production. In this process, a metal alloy or other material is heated and injected into a die cavity at high pressure. The material cools quickly, takes the shape of the die, and then is removed for finishing and assembly.
Usually, alloys with a low melting point are used. This casting process is particularly suitable for series and mass production of components because, unlike sand casting, for example, permanent metal molds are used which do not have to be destroyed after casting. It is possible to produce large and complex components with low wall thicknesses.
Die casting is an economical and efficient process when it comes to producing components with repeatable features and a high degree of detail. It is widely used across many industries including automotive, aerospace, electronics, medical and industrial components.
How Are Die Castings Made?
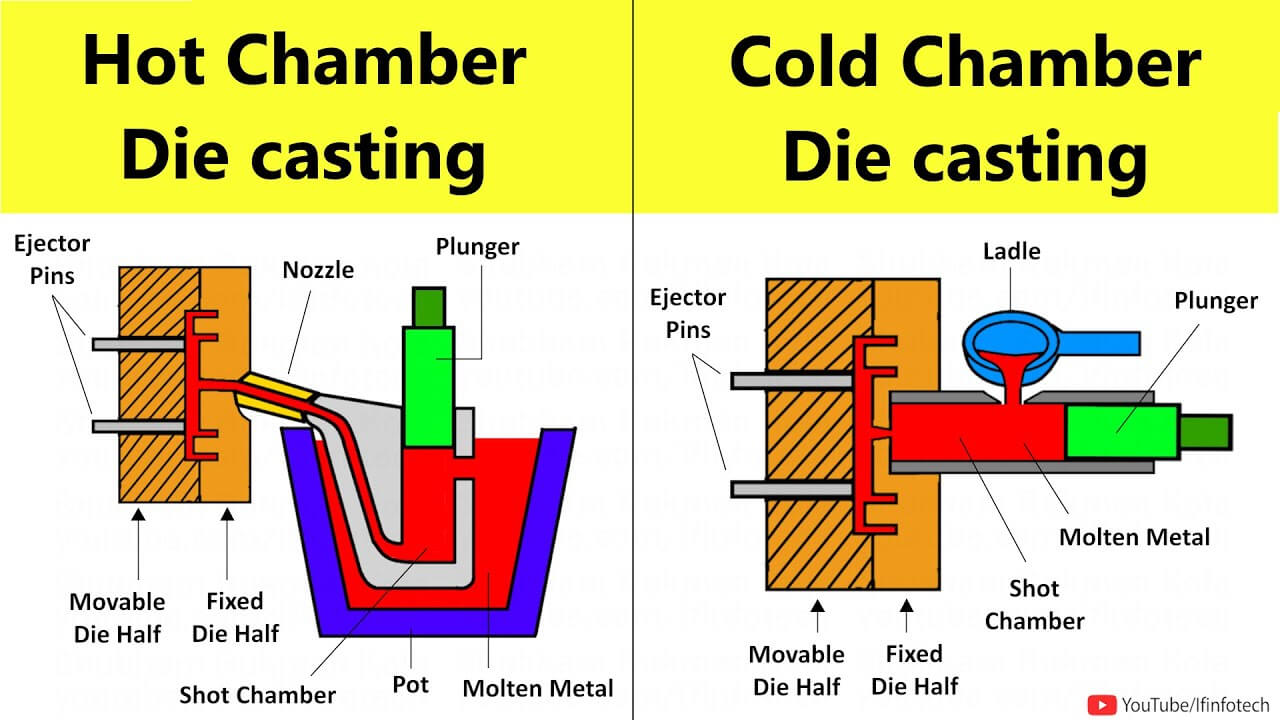
Hot-chamber and cold-chamber die casting are two different variations of the die casting process, with some significant differences in how they work and the types of parts they are used to produce.
In summary, hot-chamber die casting is best suited for small and medium-sized parts that require a high level of detail and can be used with metals that have a relatively low melting point. Cold-chamber die casting, on the other hand, is better suited for larger parts or parts that require a stronger metal and can be used with a wider range of metals.
Hot-chamber die casting
Hot-chamber die casting, also known as gooseneck die casting, is a variation of die casting that is best suited for small and medium-sized parts that require a high level of detail. In this process, the metal injection system is located within the furnace, which keeps the metal in a molten state. The injection system consists of a gooseneck, which is connected to a cylinder that contains the plunger. The plunger forces the molten metal through the gooseneck and into the mold.
One of the main advantages of hot-chamber die casting is its speed and efficiency, as the molten metal is always readily available for injection. However, this process can only be used with metals that have a relatively low melting point, such as zinc, magnesium, and copper.
Cold-chamber die casting
Cold-chamber die casting, on the other hand, is better suited for larger parts or parts that require a stronger metal. In this process, the injection system is separated from the furnace, and the molten metal is manually ladled into the injection system before being forced into the mold by a plunger. The metal injection system is typically made of steel and is kept at room temperature or slightly cooler to prevent the metal from solidifying prematurely.
One of the main advantages of cold-chamber die casting is that it can be used with a wide range of metals, including aluminum, brass, and iron. However, the process is typically slower and less efficient than hot-chamber die casting, as the metal must be manually loaded into the injection system before each injection.
-
Preparation
The first step involves preparing the metal that will be used for casting. The metal is typically melted in a furnace at high temperatures, and the temperature is closely monitored to ensure it is within the desired range.
-
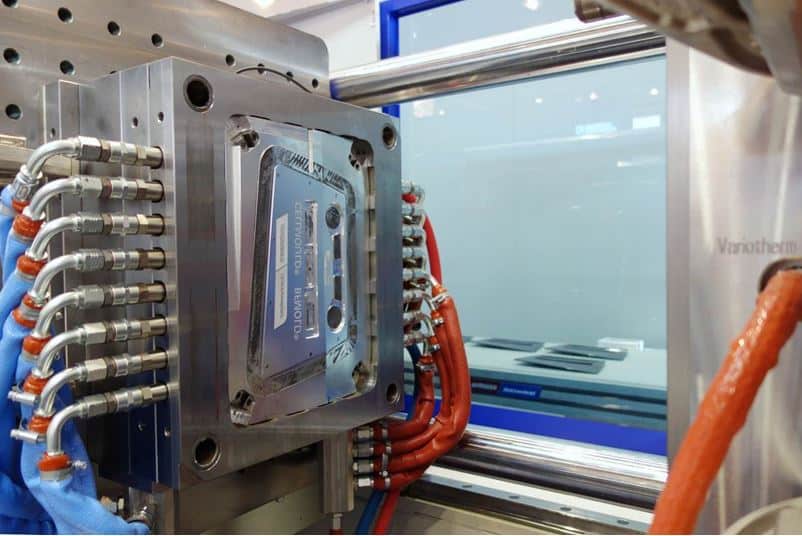
Injection
Once the metal is melted, it is injected into the die casting machine, which has two plates that form the mold. The molten metal is forced into the mold under high pressure using a hydraulic piston.
-
Cooling
After the molten metal is injected into the mold, it is left to cool and solidify. This process takes only a few seconds due to the high heat conductivity of the metal and the use of a cooling system.
-
Ejection
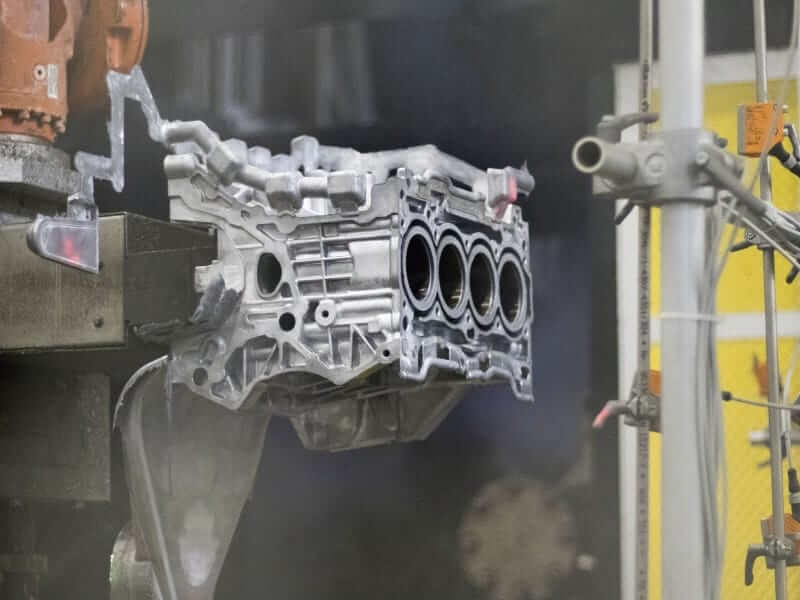
Once the part is cooled and solidified, the die is opened, and the part is ejected from the mold.
-
Finishing

After the part is ejected from the mold, it may require additional finishing processes to remove any excess material or imperfections. This can include trimming, grinding, or polishing the part to achieve the desired shape and finish.
Advantages of Die Casting
Die casting offers several advantages compared to other manufacturing processes, making it a popular choice for producing high-quality metal parts. Here are some of the main advantages of die-casting:
- High Efficiency: Die casting is a highly efficient process that allows for the production of large quantities of parts in a short period. The use of automated systems and high-speed injection technology enables the production of parts at high volumes, reducing production costs.
- High Precision: Die casting provides excellent dimensional accuracy and consistency, resulting in parts that are precise and reliable. The use of precision molds and advanced software ensures that parts are produced to the exact specifications required.
- Wide Range of Materials: Die casting can be used with a wide range of materials, including aluminum, magnesium, zinc, and copper. This versatility makes it an ideal process for manufacturing parts with different properties, such as strength, durability, or thermal conductivity.
- High-Quality Surface Finish: Die casting provides a high-quality surface finish that requires little to no additional finishing or processing. The surface of the parts can be made smooth, textured, or reflective, depending on the desired appearance.
- Strong and Durable: Die-cast parts are strong and durable, and can withstand harsh environments and heavy usage. They are also resistant to corrosion, which is an essential feature for parts used in outdoor or marine environments.
- Cost-Effective: Die casting is a cost-effective process that provides an economical solution for producing high-quality metal parts. The high efficiency of the process, combined with the ability to produce parts at high volumes, leads to lower production costs per part.
Overall, die casting is a reliable, efficient, and cost-effective process for producing high-quality metal parts that meet the precise specifications required.