Investment Casting Manufacturer
Sipx Casting Foundry is a leading provider of investment casting services in China. Our state-of-the-art facility and experienced team of experts make us the perfect partner for any casting project.
We specialize in producing high-precision components for a wide range of industries, from aerospace and defense to medical and industrial. Our investment casting process produces parts with exceptional accuracy, and we are committed to meeting the exact specifications of each of our clients.
Our team is dedicated to delivering the highest quality castings, on-time and within budget. If you’re looking for a reliable and experienced investment casting partner, look no further than Sipx Casting Foundry.
What is Investment Casting
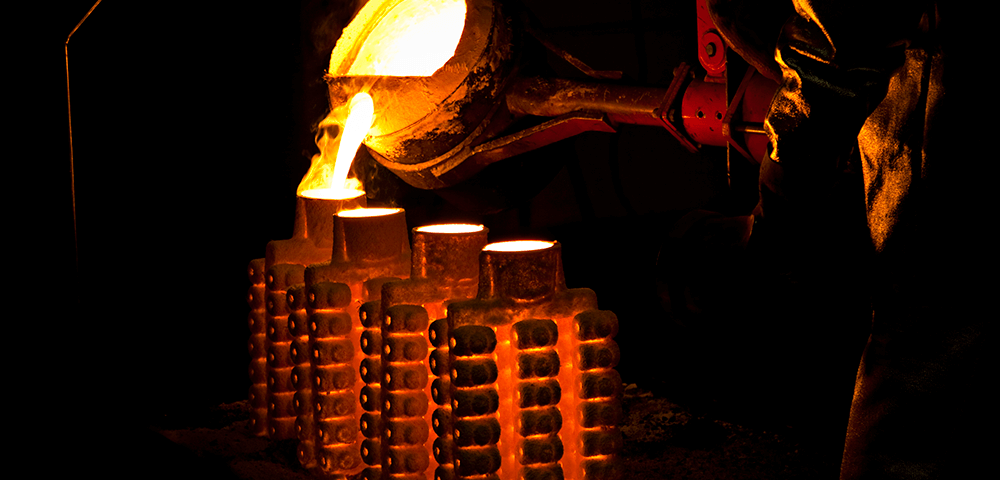
Investment casting is one of the oldest manufacturing processes, in which molten metal is poured into an expendable ceramic mold. The mold is formed by using a wax pattern – a disposable piece in the shape of the desired part. The pattern is surrounded, or “invested”, into ceramic slurry that hardens into the mold. Investment casting is often referred to as “lost-wax casting” because the wax pattern is melted out of the mold after it has been formed. Lox-wax processes are one-to-one (one pattern creates one part), which increases production time and costs relative to other casting processes. However, since the mold is destroyed during the process, parts with complex geometries and intricate details can be created.
Investment casting can make use of most metals, most commonly using aluminum alloys, bronze alloys, magnesium alloys, cast iron, stainless steel, and tool steel. This process is beneficial for casting metals with high melting temperatures that can not be molded in plaster or metal. Parts that are typically made by investment casting include those with complex geometry such as turbine blades or firearm components. High temperature applications are also common, which includes parts for the automotive, aircraft, and military industries.
Below is a short video with some of the steps in the investment casting process.