



Although fire hydrants are ubiquitous in cities around the world, few people truly understand the intricacies of their manufacturing process. As a casting engineer, I’d like to invite you on a journey to explore the fascinating world of fire hydrant casting.
Fire Hydrant Design and Standards
Before we delve into the casting process, it’s important to discuss the designs and standards that serve as the foundation for these life-saving devices. Common fire hydrant designs, such as wet-barrel and dry-barrel, are optimized for different climates and environments. National and international standards, such as those from the American Water Works Association (AWWA) and International Organization for Standardization (ISO), ensure fire hydrants meet specific criteria for safety and performance.
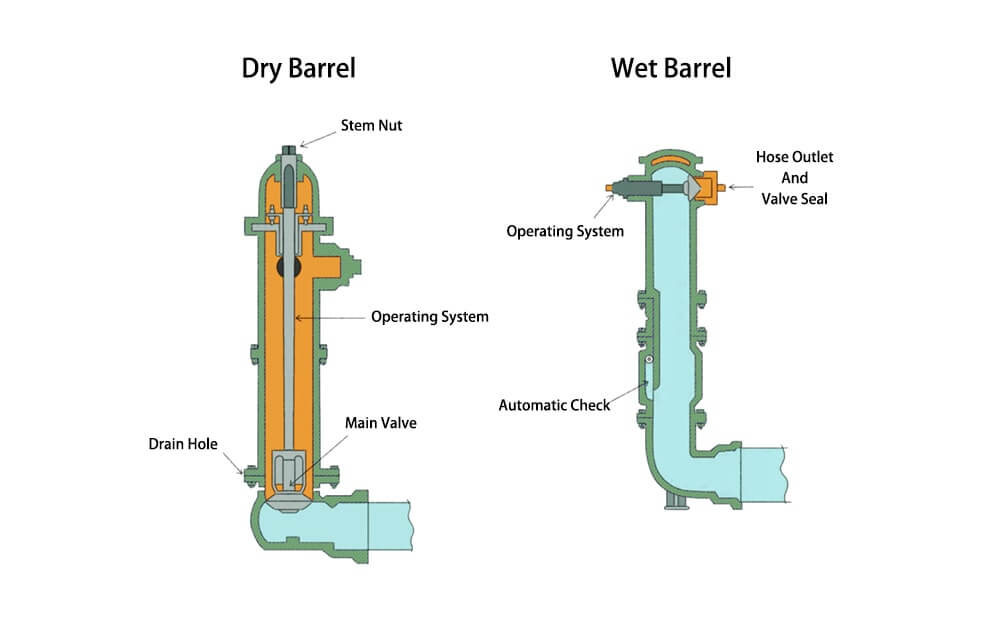
Dry Barrel Hydrants

Dry barrel hydrants are commonly found in regions that experience freezing temperatures. They are designed to prevent water from remaining in the barrel when not in use. The main valve, located below the frost line, shuts off the water supply, and any residual water in the barrel drains out. This design helps protect the hydrant from freezing and potential damage in cold weather. This feature makes them a popular choice in North America and parts of Europe with harsh winters.
Wet Barrel Hydrants

Wet barrel hydrants are commonly used in warmer climates where freezing is not a concern. They are often used in Southern Europe, parts of the United States, and other regions with mild temperatures throughout the year. These hydrants have multiple independent valves on each outlet, allowing for simultaneous use without interfering with one another. The barrel remains filled with water at all times, allowing for immediate access to water when needed.
Other Types
High-Pressure Hydrants, Flush Hydrants, Wall Hydrants, Freestanding Pillar Hydrants, and Storz Connection Hydrants are specific types or variations of fire hydrants with unique features or applications.

High-Pressure Hydrants
High-pressure hydrants are specifically designed for areas with high water pressure requirements, such as high-rise buildings and industrial complexes. They feature reinforced components and are capable of handling higher water pressures than typical hydrants, providing better fire-fighting capabilities in densely populated or industrial areas.
Flush Hydrants
Flush hydrants are installed flush with the ground, often in areas where above-ground hydrants may be susceptible to damage from vehicles or other hazards. They are used primarily for flushing and testing water mains or as auxiliary water sources in case of emergency. These hydrants typically require a specialized wrench or key to operate, and their outlets are generally not compatible with standard fire hoses.
Wall Hydrants
Wall hydrants are installed on the exterior walls of buildings, allowing for easy access to water in case of a fire. These hydrants often feature hose connections and may have built-in pressure regulators. They are commonly used in commercial and industrial settings where rapid water access is crucial.
Freestanding Pillar Hydrants
Freestanding pillar hydrants are standalone, above-ground hydrants that feature a vertical pipe extending from the ground with outlets and valves at the top. They are often found in regions with low water pressure or where underground water mains are not feasible. These hydrants can be easily spotted and accessed in emergencies.
Storz Connection Hydrants
Storz connection hydrants feature a quick-connect coupling system that allows for faster and easier hose connections without the need for threading. The Storz connection system is designed to prevent cross-threading and reduce the time required to connect hoses, increasing efficiency during firefighting operations.
| Hydrant Type | Wet Barrel | Dry Barrel |
|---|---|---|
| High-Pressure Hydrants | Yes | Yes |
| Flush Hydrants | No | Yes |
| Wall Hydrants | Yes | Yes |
| Freestanding Pillar | Yes | Yes |
| Storz Connection Hydrants | Yes | Yes |
The Manufacturing Process: A Detailed Breakdown of Fire Hydrant Casting
Fire hydrant manufacturing involves various casting methods to produce robust and reliable components. The most common method is sand casting, which uses sand molds to create large, complex parts cost-effectively. Investment casting, or lost-wax casting, is another method that provides high precision and a smooth surface finish for fire hydrant components but is typically more expensive and time-consuming. Other manufacturing processes, such as die casting and forging, may also be employed depending on the specific requirements of the fire hydrant design and materials.
Sand Casting
The most commonly used method to produce fire hydrants is the sand casting process. Sand casting is a versatile, cost-effective, and well-established method for producing large and complex metal parts, such as fire hydrants, which require strength and durability.

- Pattern Making and Mold Creation: The first step in casting a fire hydrant is creating a pattern, which is a replica of the final product made from materials such as wood or metal. This pattern is used to form the mold, which can be made from sand or investment casting materials. In sand casting, the pattern is packed tightly within a sand mixture, and in investment casting, a wax pattern is surrounded by a refractory slurry that hardens to create the mold.
- Melting and Pouring: Once the molds are prepared, raw materials like ductile iron, cast iron, or steel are melted in a furnace. The molten metal is heated to the appropriate temperature and carefully poured into the molds. Proper temperature control and pouring techniques are crucial to prevent defects and ensure high-quality casting.
- Cooling and Solidification: After the molten metal is poured into the mold, it begins to cool and solidify, taking the shape of a fire hydrant. This process can take several hours or even days, depending on the size and complexity of the hydrant. Once the metal has fully solidified, it’s time to remove the casting from the mold.
- Mold Removal and Cleaning: In sand casting, the sand mold is broken away from the casting, and any residual sand is cleaned off. In investment casting, the refractory shell is removed by vibration, water, or thermal methods. Afterward, the cast fire hydrant is cleaned and inspected for any defects.
- Finishing and Painting: Machining is performed on the cast fire hydrant to ensure precise dimensions and remove any imperfections. After machining, the hydrant is painted with a protective coating, typically in a vibrant color like red or yellow to make it easily visible. This coating also protects the hydrant from corrosion and other environmental factors.
- Assembly and Quality Control: Various components, such as valves, nozzles, and caps, are assembled onto the cast fire hydrant. During this process, quality control measures are implemented to ensure that each hydrant meets strict industry standards for performance, durability, and safety.
Sand casting offers several advantages when it comes to producing fire hydrants:
- Economical: Sand casting is a cost-effective method, especially for large and complex parts, as it requires relatively low-cost materials and equipment.
- Flexibility: The process can accommodate a wide range of metals, including ductile iron, cast iron, and steel, which are commonly used in fire hydrant production.
- Scalability: Sand casting is suitable for both low- and high-volume production runs, making it an ideal choice for manufacturing fire hydrants.
- Capability: Sand casting can produce large and heavy parts with intricate designs, which is essential for the production of robust and reliable fire hydrants.
Investment Casting
Investment casting, also known as lost-wax casting, is a precision casting process used to create metal parts with intricate details and complex geometries. Although it is less commonly used for fire hydrant production compared to sand casting, investment casting can still be employed to manufacture fire hydrants with high accuracy and excellent surface finish.

Here’s an overview of the investment casting process for making fire hydrants:
- Pattern creation: The process starts with the creation of a wax pattern, which is an exact replica of the final fire hydrant component. Wax patterns can be made by injecting molten wax into a metal mold or through additive manufacturing processes like 3D printing.
- Assembly: Multiple wax patterns are attached to a central wax sprue to form a tree-like structure. This assembly allows for the casting of several fire hydrant components simultaneously.
- Shell building: The wax assembly is dipped into a liquid ceramic slurry, which coats the patterns. After the slurry has dried, the assembly is coated with refractory material, such as sand or stucco. This process is repeated multiple times to build up a thick ceramic shell around the wax patterns.
- Wax removal: The ceramic shell is heated to harden the shell and melt out the wax, leaving a hollow cavity in the shape of the fire hydrant components. The wax can be collected and reused for future patterns.
- Pouring: Molten metal, such as ductile iron or cast iron, is poured into the preheated ceramic shell. The metal flows into the cavities, filling the voids left by the wax patterns.
- Cooling and solidification: The molten metal cools and solidifies within the ceramic shell, taking the shape of the fire hydrant components.
- Shell removal: After the metal has cooled and solidified, the ceramic shell is removed by vibration, water, or thermal methods, revealing the cast fire hydrant components.
- Finishing: The individual fire hydrant components are cut from the central sprue, and any gates or runners are removed. The components are then machined, polished, and finished as needed to meet the required specifications.
Investment casting can offer several advantages for fire hydrant production:
- Precision: Investment casting can produce fire hydrant components with high accuracy, tight tolerances, and intricate details.
- Surface finish: The process yields a smooth surface finish, often reducing or eliminating the need for additional machining or polishing.
- Material options: Investment casting can accommodate a wide range of metals, including alloys with superior corrosion resistance or other desirable properties, including duplex stainless steel or super duplex stainless steel.
However, investment casting can be more expensive and time-consuming than sand casting, particularly for large and heavy components like fire hydrants. The higher costs and complexity of the process make it less common for fire hydrant production, but it remains an option for specialized applications or when high precision and superior surface finish are required.
Fire Hydrant Colors
Fire hydrant colors can vary based on local regulations, the water system’s requirements, or the hydrant’s specific function. The color scheme typically serves to provide important information to firefighters and maintenance personnel. Here are some common hydrant color schemes and their meanings:
- Body color: The main body color of a fire hydrant often represents the ownership or jurisdiction of the water system. For example, hydrants within a city’s water system might be painted a specific color to differentiate them from those in neighboring towns or private water systems.
- Bonnet color: The bonnet or top of the hydrant is sometimes painted a different color to indicate the water main size or the available water pressure. This information is crucial for firefighters when selecting the appropriate hydrant during an emergency.
- Outlet caps color: The color of the outlet caps, also known as steamer or pumper connections, can indicate the water flow rate or the capacity of the hydrant. In some regions, the National Fire Protection Association (NFPA) color-coding system is followed:
Color Flow Rate (Gallons per Minute) Red Less than 500 GPM Orange 500-999 GPM Green 1000-1499 GPM Blue 1500 GPM or more
It is important to note that fire hydrant color schemes can vary significantly by country, region, or even individual water systems. Always consult your local regulations or water authority for specific information on hydrant color coding in your area.
Innovations in Fire Hydrant Technology
As technology evolves, so do fire hydrants. Innovations in materials, manufacturing techniques, and smart monitoring systems are shaping the future of fire hydrant design and functionality. Examples of these advancements include:
- Smart Hydrants: Equipped with sensors and IoT technology, smart hydrants can monitor water pressure, usage, and potential leaks, transmitting real-time data to water utilities and emergency services for improved efficiency and proactive maintenance.
- New Materials and Manufacturing Techniques: Research into new materials, such as corrosion-resistant alloys, and improved manufacturing processes can lead to more durable and reliable fire hydrants that require less maintenance and have longer service lives.
Conclusion
By understanding the complexities of cast fire hydrant manufacturing and fire hydrant casting, we gain a deeper appreciation for the engineering and craftsmanship behind these life-saving devices. As technology advances and new innovations emerge, fire hydrants will continue to evolve, providing enhanced safety and reliability for communities around the world. The next time you walk past a fire hydrant, take a moment to reflect on the intricate processes and dedication that have gone into creating these essential guardians of our streets.
At SIPX Casting, we pride ourselves on delivering high-quality investment casting services to meet the evolving demands of fire hydrant manufacturing. Partnering with SIPX Casting for your fire hydrant manufacturing needs ensures that you receive the expertise and resources necessary to create reliable, long-lasting, and efficient fire hydrants.