



The shipbuilding industry relies heavily on casting to create high-quality, durable ship components that withstand the harsh marine environment. Investment casting, in particular, offers numerous advantages, such as precision, versatility, and cost-effectiveness. This comprehensive guide will delve into the intricacies of ship parts casting, focusing on investment casting and the factors to consider when choosing a foundry for your project.
Ship Parts Suitable for Investment Casting
Propellers and Impellers

Investment casting excels in producing complex, detailed parts like propellers and impellers, which are crucial for the propulsion and fluid movement systems of ships. The process results in a smooth surface finish and accurate dimensions, ensuring optimal performance and minimal maintenance requirements.
Valve Components
Valve components, such as valve bodies, stems, and housings, are integral to a ship’s fluid control systems. Investment casting can produce these intricate parts with high precision and tight tolerances, ensuring the reliability and efficiency of the ship’s systems.
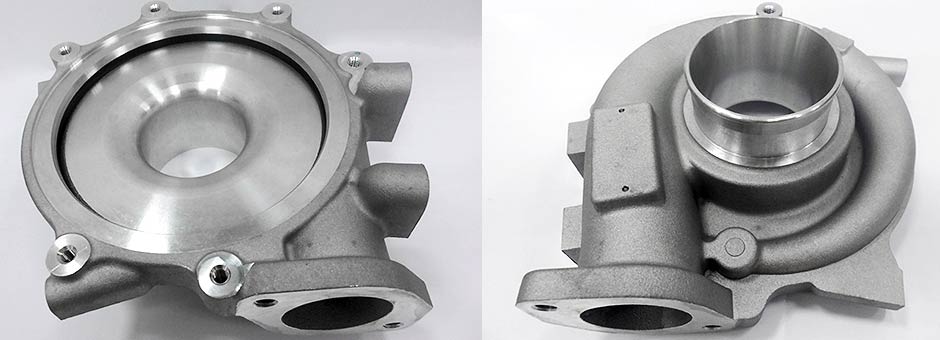
Pump Housings and Components

Pump housings and components, including impellers, casings, and shafts, are essential for maintaining fluid flow in ships. The investment casting process is well-suited for producing these complex parts, ensuring a high degree of accuracy and a smooth surface finish.
Marine Hardware and Fittings
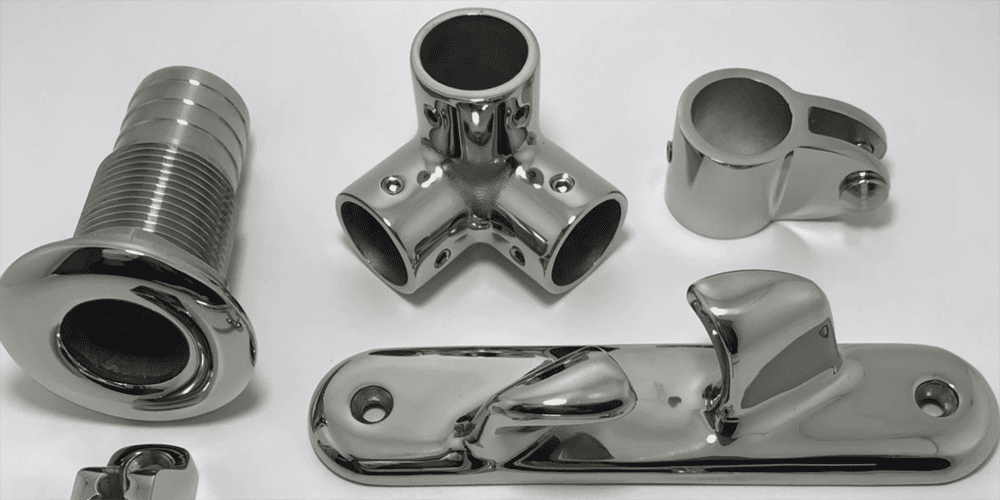
Investment casting is also an ideal method for producing a wide range of marine hardware and fittings, such as cleats, shackles, hinges, and brackets. These components require precision and durability to withstand the harsh marine environment.
Rudder Components

Rudder components, including rudder stocks, pintles, and gudgeons, are critical for steering and maneuvering ships. Investment casting offers the necessary precision and strength for these vital components.
Investment Casting Process
Investment casting, also known as lost-wax casting, is a versatile and precise casting method suitable for producing intricate ship parts. The process involves creating a wax pattern of the desired part, building a ceramic shell around the pattern, and then filling the shell with molten metal to create the final part. Here’s a step-by-step breakdown of the investment casting process for ship parts:
Wax Pattern Creation

The first step is to create a detailed wax pattern of the desired ship part. This can be done by injecting molten wax into an aluminum or steel mold, which has the shape of the final part. The wax is allowed to cool and solidify, and then the pattern is carefully removed from the mold.
Wax Pattern Assembly

Multiple wax patterns are assembled onto a central wax sprue or tree, forming a complete assembly that will eventually be coated in the ceramic shell material. The tree arrangement allows for efficient use of space during the shell-building process and helps to minimize the amount of metal waste during casting.
Ceramic Shell Building

The assembled wax tree is dipped into a liquid ceramic slurry, coating the entire assembly. The coated tree is then coated with a layer of refractory material, such as sand or stucco, which helps to build up the shell’s thickness. This process of dipping and coating is repeated several times to create a strong and durable ceramic shell around the wax patterns.
Wax Removal and Shell Curing
Once the ceramic shell has reached the desired thickness, it is placed in a high-temperature oven or autoclave to melt out the wax, leaving behind a hollow shell with the exact shape of the desired part. The shell is then further heated to cure and harden the ceramic material, making it ready for the casting process.
Metal Pouring

The hardened ceramic shell is placed in a casting furnace, with the sprue facing upwards. Molten metal, chosen based on the specific requirements of the ship part, is carefully poured into the shell. The metal fills the void left by the melted wax, taking the shape of the desired part.
Cooling and Solidification

After the metal is poured into the ceramic shell, it is allowed to cool and solidify. This process can take anywhere from a few minutes to several hours, depending on the size and complexity of the part being cast.
Shell Removal

Once the metal has fully solidified, the ceramic shell is removed by mechanical means (such as vibration or hammering) or by using a high-pressure water jet. The shell material is broken away, revealing the cast metal part.
Part Removal and Finishing

The individual cast parts are cut from the central sprue or tree using cutting tools or bandsaws. The parts then undergo various finishing processes, such as grinding, sanding, or machining, to remove any excess material or imperfections and achieve the required dimensions and surface finish.
By following these detailed steps, investment casting allows for the production of high-precision, intricate ship parts with exceptional surface finishes and tight tolerances, making it a valuable technique in the maritime industry.
Material Selection for Ship Parts Casting
Stainless Steel
Stainless steel offers excellent corrosion resistance,
strength, and durability, making it a popular choice for various ship parts, including valve components, pump housings, and marine hardware. Its resistance to harsh marine environments ensures long-lasting performance and minimal maintenance requirements.
Bronze
Bronze is known for its excellent corrosion resistance, particularly in saltwater environments. This makes it an ideal material for propellers, impellers, and various marine hardware components. Bronze also provides good wear resistance and low friction, ensuring smooth operation and reduced wear on mating parts.
Brass
Brass offers good corrosion resistance and machinability, making it suitable for components such as valve bodies, fittings, and various marine hardware. Its relatively low cost and ease of casting make brass an attractive option for many shipbuilding applications.
Aluminum Alloys
Aluminum alloys are lightweight and offer excellent corrosion resistance and heat dissipation properties, making them suitable for components such as heat exchangers, pump housings, and marine hardware. Their high strength-to-weight ratio ensures optimal performance without adding excessive weight to the vessel.
Nickel-based Alloys
Nickel-based alloys provide exceptional corrosion and heat resistance, making them ideal for use in high-temperature, high-pressure applications such as turbocharger components and exhaust systems. Their ability to withstand harsh marine environments ensures long-lasting performance and reliability.
Here’s a comparison table of common materials specifically for ship parts:
| Material | Density (g/cm³) | Tensile Strength (MPa) | Elongation (%) | Hardness (HB) | Corrosion Resistance | Key Properties |
|---|---|---|---|---|---|---|
| Carbon Steel | 7.8 | 350 – 1000 | 10 – 25 | 120 – 260 | Fair | Strong, ductile, weldable, good wear resistance |
| Stainless Steel | 7.7 – 8.0 | 500 – 2000 | 10 – 50 | 130 – 450 | Excellent | Corrosion-resistant, strong, ductile, high-temperature resistance |
| Marine Grade Aluminum Alloys | 2.7 | 100 – 600 | 2 – 25 | 30 – 150 | Excellent | Lightweight, corrosion-resistant, good strength-to-weight ratio, weldable |
| Nickel Aluminum Bronze | 7.4 | 600 – 900 | 10 – 20 | 150 – 230 | Excellent | Strong, corrosion-resistant, wear-resistant, good anti-galling properties |
Factors to Consider When Choosing a Foundry for Ship Parts Casting

Material Selection and Expertise
The choice of material plays a crucial role in the performance and longevity of ship parts. A foundry should have extensive knowledge of various materials, including stainless steel, bronze, brass, aluminum alloys, and nickel-based alloys, to recommend the most suitable option for your project.
Quality Control and Certifications
A reliable foundry should have stringent quality control measures in place, ensuring that your cast components meet the required specifications and industry standards. Look for a foundry with relevant certifications, such as ISO 9001, to guarantee consistent quality and adherence to best practices.
Production Capacity and Lead Times
The foundry’s production capacity and lead times are crucial factors to consider, especially for large-scale projects or those with tight deadlines. A foundry with sufficient capacity and efficient production processes can ensure timely delivery without compromising quality.
Post-casting Services
Post-casting services, such as machining, heat treatment, surface finishing, and assembly, can significantly impact the final quality and functionality of the cast components. Choose a foundry that offers a comprehensive range of post-casting services to streamline the production process and ensure optimal results.
Cost and Pricing Structure
While cost should not be the sole determining factor when choosing a foundry, it is essential to understand the foundry’s pricing structure and ensure it aligns with your project budget. A transparent pricing structure and clear communication can help avoid unexpected costs and ensure smooth collaboration.
Experience in the Marine Industry
A foundry with experience in the marine industry will have a better understanding of the specific requirements and challenges associated with ship parts casting. Their expertise can contribute to the success of your project and the performance of the final components.
Cost Estimation for Ship Valve Component
When estimating the cost of investment casting for ship parts, several factors need to be taken into account. These factors include material, part complexity, production volume, and any additional post-casting processes. The following example provides a rough cost estimation for an investment-cast ship valve component:
- Material: Let’s assume the valve component is made from stainless steel, which has a cost of $2.00 per pound.
- Part weight: The finished valve component weighs 5 pounds.
- Material cost: Multiply the weight by the cost per pound to determine the material cost: 5 pounds x $2.00 = $10.00.
- Production volume: Let’s assume a production volume of 1000 units, which can lower the per-unit cost due to economies of scale.
- Tooling costs: Investment casting requires the creation of a wax pattern, which involves initial tooling costs. These costs can vary, but let’s assume a tooling cost of $2000 for this example.
- Tooling cost per unit: Divide the tooling cost by the production volume to find the tooling cost per unit: $2000 ÷ 1000 units = $2.00 per unit.
- Labor and processing costs: The labor and processing costs for investment casting can vary depending on the complexity of the part, the foundry’s overhead, and the production volume. For this example, let’s assume a labor and processing cost of $8.00 per unit.
- Post-casting processes: If additional post-casting processes are required, such as heat treatment or surface finishing, these costs should also be considered. For this example, let’s assume a post-casting cost of $5.00 per unit.
- Total cost per unit: Add the material cost, tooling cost per unit, labor and processing costs, and post-casting costs to find the total cost per unit: $10.00 (material) + $2.00 (tooling) + $8.00 (labor and processing) + $5.00 (post-casting) = $25.00 per unit.
Please note that this example is a rough estimation and actual costs may vary depending on the specific project requirements, foundry, and market conditions. It’s essential to obtain a quote from your chosen foundry for accurate cost information tailored to your project.
Conclusion
Investment casting offers a range of advantages for the production of ship parts, providing intricate designs, exceptional surface finishes, and compatibility with various materials. By selecting the right foundry and considering factors such as material selection, quality control, production capacity, and cost, you can ensure the success of your ship parts casting project. Trust SIPX Casting as your partner in delivering top-quality, precision-crafted ship components that will withstand the test of time and the harshest marine environments.