Die Casting Foundry
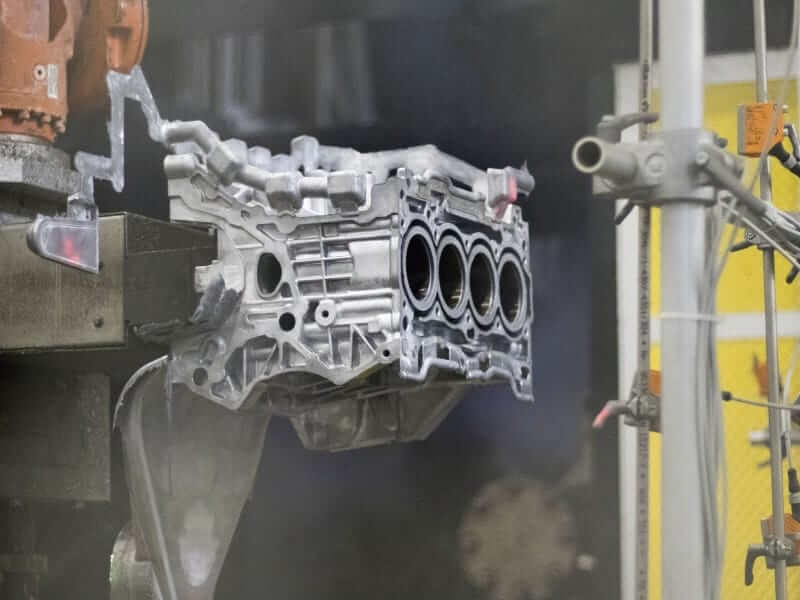
SIPX provides superior quality die casting parts and components for a wide range of industries including automotive, food dairy, machinery, medical, plumbing, watering, mining, petrochemical, electrical, energy, aerospace, submarine and others.
Our die casting machines range from 180 up to 2,000 metric tons, we can produce die casting parts from a few grams to more than 50kg with superior quality. For die casting parts with requirements of esthetical, functional, or protective coatings, we also offer a broad range of surface finishing including powder coating, e-coating, shot blasting, chrome plating, and bright finish.
What is Die Casting
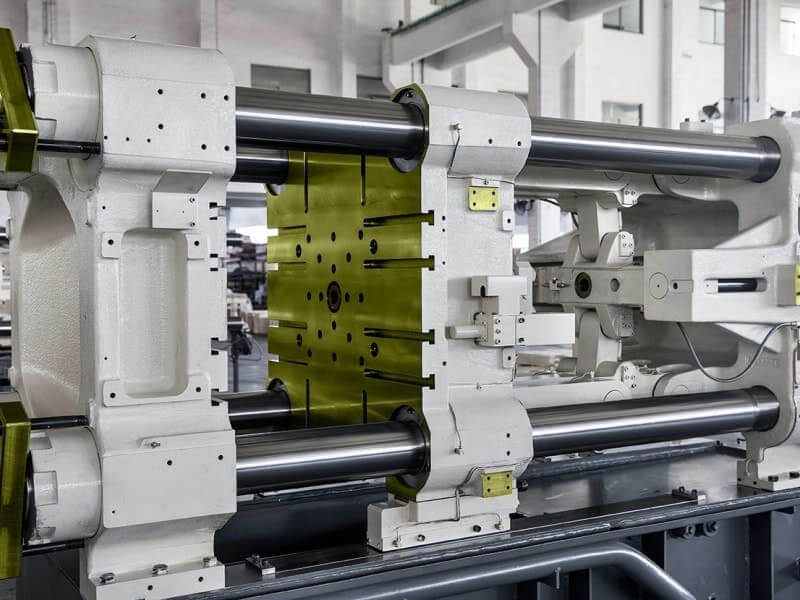
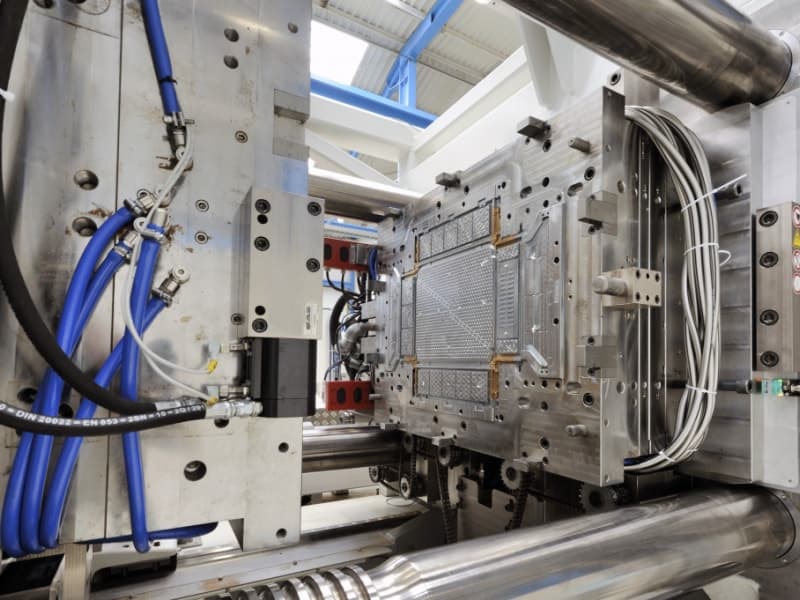
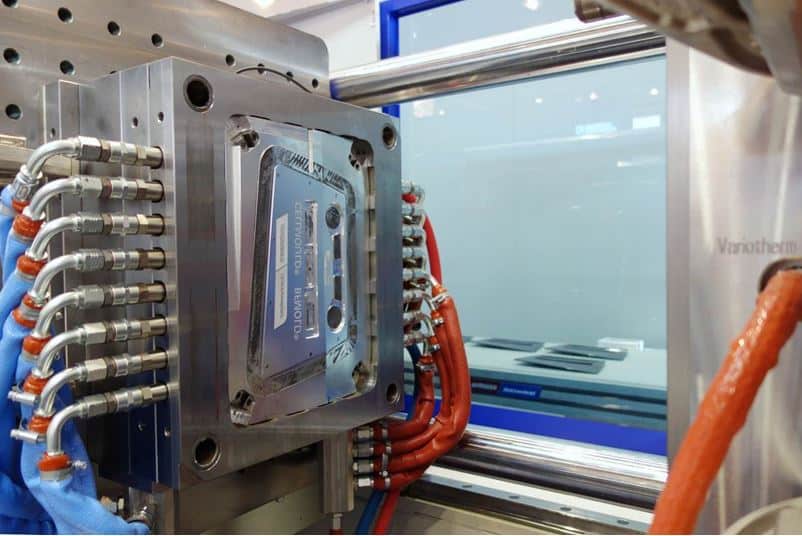
Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mould cavity. The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminium, magnesium, lead, pewter, and tin-based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
Usually, alloys with a low melting point are used. This casting process is particularly suitable for series and mass production of components because, unlike sand casting, for example, permanent metal molds are used which do not have to be destroyed after casting. It is possible to produce large and complex components with low wall thicknesses.
Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency.