



As industrial demands and applications continue to grow, so does the demand for complex and high-quality products. Thankfully, there are various casting processes available to produce these intricate and precise products for various applications and user needs.
To choose the appropriate casting method for your manufacturing needs, it is important to understand the benefits and drawbacks of each method. This article provides a concise overview of the different casting processes and their respective advantages and disadvantages.
Conclusion of Casting Process
Casting is a manufacturing process in which a liquid material is poured into a mold and allowed to solidify. The solidified part is then removed from the mold, resulting in a finished product that has the desired shape and properties. The casting process is used to produce a wide variety of metal and plastic parts, ranging from simple objects such as gears and valves to more complex components such as engine blocks and aircraft parts.
9 Different Types of Casting Process
There are several types of casting processes, each casting process has its own advantages and disadvantages, and the choice of the process will depend on the specific requirements of the part being produced, such as size, shape, material, and surface finish.
Sand Casting
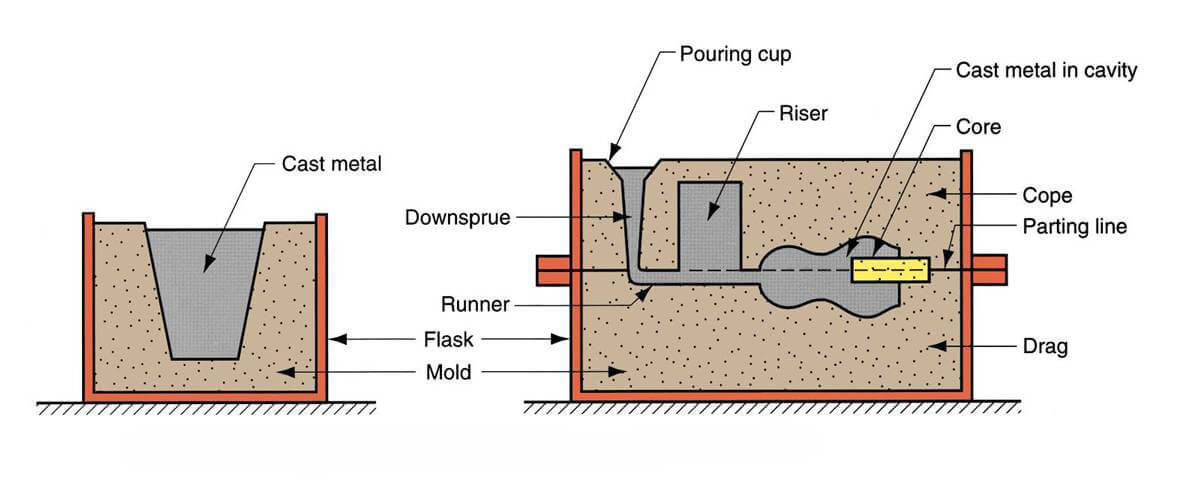
Sand casting is a process that involves creating a mold cavity out of a mixture of sand, clay and water and then filling it with molten metal. After the metal has cooled and solidified, the mold is broken open and the casting is removed. Finally, the casting is finished by grinding, filing and sanding to remove any imperfections and create a smooth surface.
- Pattern Making: The first step in the sand casting process is to create a pattern. This pattern is a replica of the desired finished product and is used to create the mold cavity. Patterns are typically made out of wood, metal, or plastic and are a reverse image of the desired part.
- Molding Sand: After the pattern is created, it is used to create the mold cavity. To do this, a mixture of sand, clay and water is used. This mixture is known as molding sand. The molding sand is packed around the pattern, creating the mold cavity.
- Pouring: After the mold cavity is created, the molten metal is poured into the mold. This is done by using a ladle and a pouring basin to fill the mold cavity with the molten metal.
- Cooling and Solidifying: After the molten metal is poured into the mold, it needs to cool and solidify. This is done by allowing the metal to cool slowly, which allows it to solidify evenly.
- Cleaning: After the metal has cooled and solidified, the mold needs to be broken open and the casting needs to be removed. This is done by using hammers and chisels to break open the mold and then using air pressure or water pressure to blow the sand away from the casting.
- Finishing: The last step in the sand casting process is to finish the casting. This is done by grinding, filing, and sanding the casting to remove any imperfections and create a smooth surface. The casting can also be polished or painted to give it a desired finish.
| Advantages | Disadvantages |
| Relatively inexpensive in terms of production costs, especially in low-volume production | Poor dimensional accuracy. |
| Ability to cast large parts. | Difficult to use this method for products with pre-determined size and weight specifications |
| Flexible: suitable for both ferrous and non-ferrous metals. | Low tensile strength of the parts due to the presence of sand. |
| Good tolerance control. | Potential for uneven cooling and metallurgical anomalies. |
| Easily automated. |
Gravity Die Casting
Gravity Die Casting is a metal casting process in which molten metal is poured into a die under the force of gravity. The gravity die casting process is typically used for casting aluminum and other non-ferrous metals, as it is a cost-effective alternative to other metal casting processes.
In this process, a die is prepared with a cavity in the shape of the desired product, into which molten metal is poured. The molten metal then solidifies in the die, forming the desired product. The die is usually heated to maintain a consistent temperature, which helps ensure that the metal solidifies evenly.

During the cooling process, the die is slowly opened to allow the casting to cool and solidify. After the metal has cooled and solidified, the die is opened and the casting is removed. The casting can then be further processed by grinding, filing, and sanding to remove any imperfections and create a smooth surface.
Gravity Die Casting is a fast and efficient process for producing high-quality, complex parts with tight tolerances. It also reduces the risk of defects, as the die provides a consistent and uniform cooling process, which helps ensure the product is of the highest quality.
| Advantages | Disadvantages |
| Smooth surface finishes, reducing the need for secondary finishing operations. | Casting complex objects are difficult |
| Consistent quality and dimensional accuracy from part to part. | Slower cycle times and lower production rates |
| Reusable molds save time and increase productivity which reduces production costs | A complex process that requires specialized knowledge and experience to perform correctly. |
| High strength and durability, make them ideal for use in demanding applications. | |
| Production of thin-walled products |
Pressure Die Casting
Pressure Die Casting is a metal casting process in which molten metal is forced into a die under high pressure. This process is typically used for casting aluminum and other non-ferrous metals, as it is a cost-effective alternative to other metal casting processes.
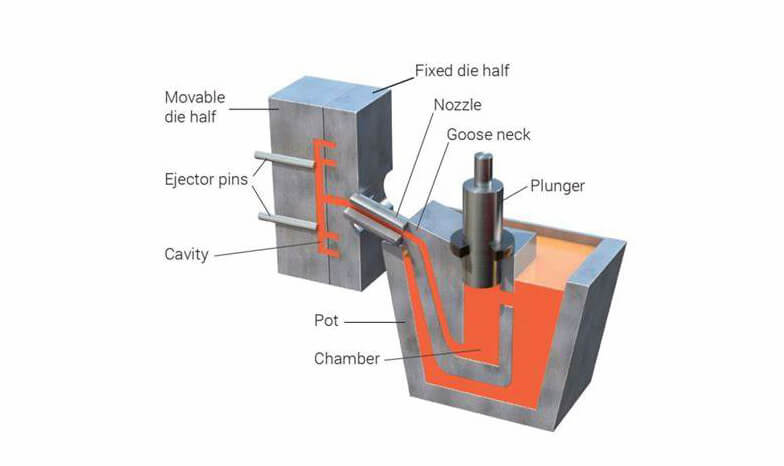
In this process, a die is prepared with a cavity in the shape of the desired product, into which molten metal is then injected at high pressure. The pressure forces the metal into all the nooks and crannies of the die, creating the desired product. The die is usually heated to maintain a consistent temperature, which helps ensure that the metal solidifies evenly.
During the cooling process, the die is slowly opened to allow the casting to cool and solidify. After the metal has cooled and solidified, the die is opened and the casting is removed. The casting can then be further processed by grinding, filing, and sanding to remove any imperfections and create a smooth surface.
Pressure Die Casting is a fast and efficient process for producing high-quality, complex parts with tight tolerances. It also reduces the risk of defects, as the pressure forces the molten metal into all the nooks and crannies of the die, which helps ensure the product is of the highest quality. The high pressure also helps to minimize the amount of air bubbles in the metal, which can lead to defects in the finished product. Additionally, this process allows for the use of thinner wall thicknesses, which helps to reduce weight and cost.
| Advantages | Disadvantages |
| Cost-effective alternative to other metal casting processes. | High cost of die preparation. |
| Fast and efficient process for producing high-quality parts. | Limited to non-ferrous materials |
| Reduces the risk of defects. | Risk of the cooling rate being too fast can lead to casting defects. |
| Rapid cooling of molten metal pertaining to faster production rates | |
| Allows for the use of thinner wall thicknesses. |
Investment Casting

Investment casting is a manufacturing process where a wax or plastic pattern is used to make a cast of a desired, often highly detailed, product. During the process, molten metal is poured into the cast, which is submerged in a ceramic shell and surrounded by either refractory material or sand. After the ceramic shell hardens, the wax or plastic pattern is melted out, leaving a hollow space within the cast that is filled with the molten metal. The end result is a final product of superior strength, accuracy, and integrity. Investment casting is often used to manufacture complex, intricate parts that require superior strength and accuracy. It is also particularly well-suited for producing highly detailed products made of metals such as aluminum, stainless steel, nickel, bronze, and brass.
| Advantages | Disadvantages |
| Superior dimensional accuracy and surface finish with minimal post-casting machining. | Labor-intensive process. |
| Easier wall thickness control compared to other methods of casting. | Long lead times. |
| Suitable for both ferrous and non-ferrous alloys. | Can be easily contaminated by surface impurities. |
| Ability to cast objects in near-net shapes, which reduces machining costs. | Higher scrap rates compared to other processes. |
| Complex geometries and intricate designs. | Relatively high tooling costs. |
Plaster Casting
Plaster casting is a popular form of art that involves creating a detailed, three-dimensional model or sculpture from plaster material. The plaster, also known as plaster of Paris, is mixed with water until it achieves a dense consistency and is easily shaped. After the mixture is poured into a cast, it begins to harden and adhere to the surrounding shape. Once it is completely dry, the resulting model can be sanded and painted. Plaster casting is often used by educators, amateur artists, and craft makers to create highly detailed projects. Through plaster casting, one can replicate detailed landscapes and sculptures or create custom pieces to use in home or work décors.

Plaster casting is typically used for decorative and ornamental applications, but can also be used for industrial and medical purposes. Its application in the industrial setting allows for the replication of large and complex components, such as engine blocks and contours, in the form of a plaster mold. The plaster molds can then be used to create wax or plastic replicas, which can then be used to cast metal parts. In medical applications, plaster casting is often used to create casts of broken bones, and can also be used to fabricate custom orthotics and prosthetics.
| Advantages | Disadvantages |
| Easy to use. | Requires time for drying. |
| Allows for detailed replication. | Not very durable. |
| Low-cost production. | Can be difficult to achieve intricate shapes and fine details. |
| Can be used to create custom pieces for home or work décor. | Can be difficult to remove from the cast. |
| Longer cooling times, affecting production rates |
Centrifugal Casting
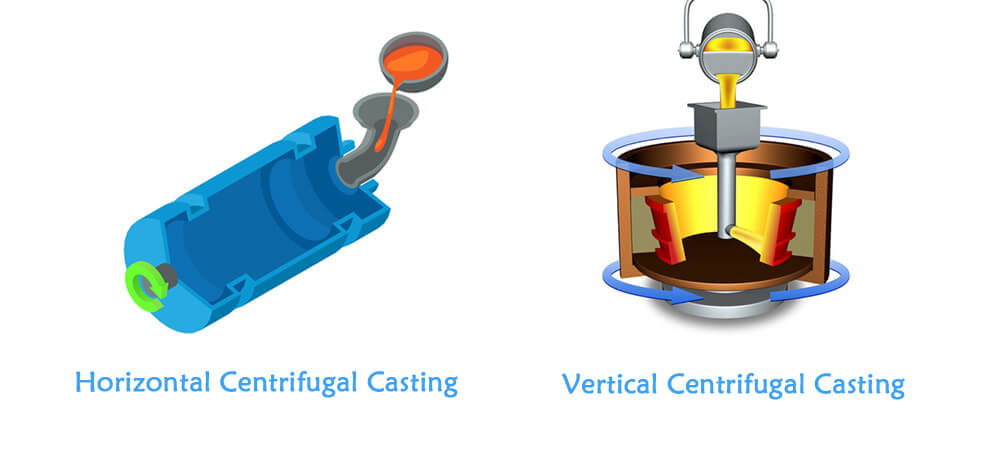
Centrifugal casting involves placing a pattern die inside of the mold, which is then heated and rotated to create a hollow section. The molten metal is poured into the heated mold, which is then spun at a predetermined speed, with the liquid metal adhering to the pattern. As the mold rotates, the pouring liquid advances from the static radius to the inside radius of the mold, resulting in a hollow cylinder. The rotational speed and time, as well as the mold’s weight and shape, must be taken into consideration when performing centrifugal casting, as it affects the speed and density of the metal filling the mold.
Centrifugal casting is divided into three categories: true centrifugal casting, semi-centrifugal casting, and centrifugal-gravity casting.
- True Centrifugal Casting involves rotating the mold at a high speed, allowing the molten metal to follow the spinning of the mold evenly.
- Semi-Centrifugal Casting involves spinning the mold at a comparatively lower speed, resulting in a thicker layer at the inner wall of the casting as the material centrifuges there.
- Centrifugo-gravity Casting involves rotating the entire assembly during the casting process. As the molten metal is poured into the mold, the force of gravity works against the centrifugal force, resulting in an even distribution of the metal.
After the casting process, vibration can be used to promote the solidification of the metal, while excess portions of the casting are machined or trimmed away. Centrifugal casting is an economical method of creating detailed components with a high degree of precision. It is also used to produce large quantities of uniform parts with a consistent level of strength and durability.
| Advantages | Disadvantages |
| Improved process yields and reduced wastage. | High-powered machinery is required. |
| Can produce intricate details with little or no machining. | he rotational speed and time and the mold’s weight and shape must be monitored and adjusted. |
| Reduced formation of surface impurities due to the centrifugal force. | Can be difficult to remove the cast from the mold due to the centrifugal force. |
| Reduced time and cost compared to other casting processes. | Not suitable for larger products due to the high levels of force required. |
Lost-Foam Casting
Lost-Foam casting is similar to investment casting, in that both involve the use of patterns and molds and the production of highly detailed castings. However, lost-foam casting uses a polystyrene foam model of an object instead of the traditional sand casting patterns. The model is coated with a refractory material, such as ceramic, to prevent it from burning away when the molten metal is poured. The model is then heated, typically using a furnace, and the molten metal is poured into the model’s cavity, where it hardens and takes the form of the model.
After the casting is cooled, the refractory material can be broken away, revealing the finished casting. The main advantage of lost-foam casting is that it provides excellent dimensional accuracy and little to no machining is needed. It also requires little to no pattern-making, since the foam model can be easily recreated.
This process is often used to produce complex and intricate shapes and is suitable for any metal that can be cast. It is also relatively inexpensive, making it a good choice for low-volume production runs.
| Advantages | Disadvantages |
| Excellent dimensional accuracy and surface finish. | Time-consuming to prepare the foam patterns. |
| Suitable for any metal that can be cast. | Potential for distortion if the foam is not adequately supported. |
| No addition of cores, sprues, or risers. | Potential of smoke, fumes, and other airborne particles created during the casting process. |
| Ability to produce complex molds with intricate details. |
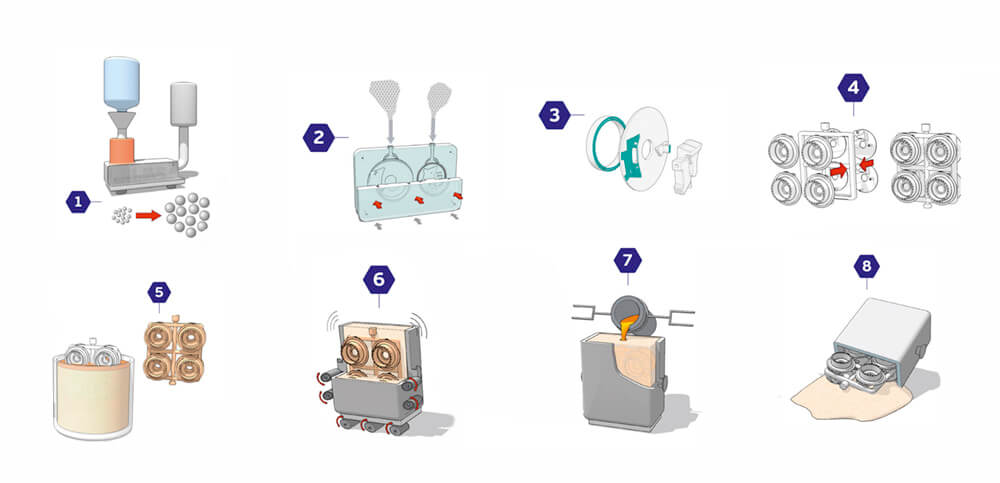
Vacuum Casting
Vacuum casting is a type of casting process that uses a vacuum to force molten metal into a mold. It is similar to the traditional casting process, with the only difference being that a vacuum is applied to the mold during the casting process. During the process, a vacuum chamber is used to create a vacuum, which is then applied to the casting sand in order to expand the voids and reduce the pressure on the casting. As a result, the molten metal is forced into the mold at a faster rate, resulting in a more precise and evenly distributed casting. Vacuum casting is an ideal method for creating intricate and precise parts, such as surgical instruments, diesel engine components, and small electronic components.
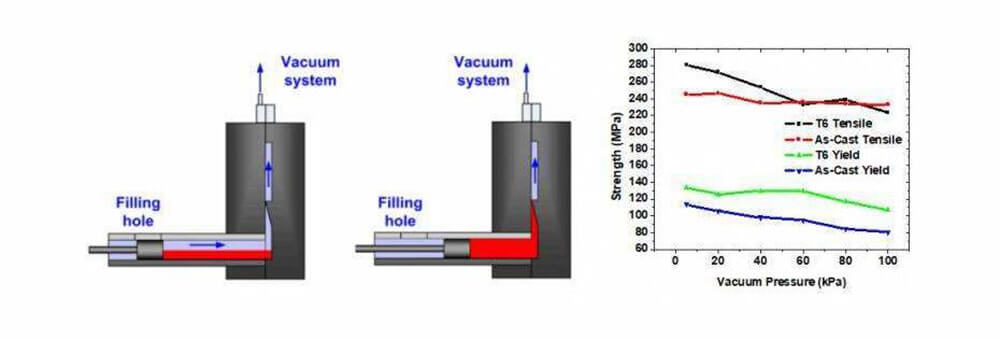
The procedure for vacuum casting involves a few steps. Firstly, the metal, or alloy, is melted in a crucible and held at a temperature until it is completely melted. The molten metal is then poured into the casting mold, and the vacuum chamber is activated. The vacuum chamber applies suction to the mold, forcing the molten metal into the intricate details of the casting mold, resulting in precision casting. After the metal has cooled, the casting mold is then opened and the casting is removed and inspected for any defects. Vacuum casting can also be used for the casting of delicate articles such as jewelry, with great precision and minimal flaws.
| Advantages | Disadvantages |
| High dimensional accuracy and surface finish. | Specialized equipment is required. |
| Can be used to produce small and intricate components. | Not suitable for large components. |
| Suitable for a wide range of metals and alloys. | Heavy reliance on the quality of the vacuum chamber. |
| Low porosity. | |
| Excellent repeatability. |
Continuous Casting
Continuous casting is used to create a variety of shapes and sizes of cast products, including plates, sheets, strips, slabs, blooms, billets, and rounds.

In continuous casting, molten metal is poured into an open-ended, water-cooled mold at a predetermined rate. As the metal cools and solidifies, it takes the shape of the interior of the mold. Once solidified, the metal can be drawn out of the mold in long strands and cut into predetermined shapes and lengths using mechanical shears or traveling oxyacetylene torches. This method is more efficient in terms of energy and materials as it has a shorter cycle time, meaning fewer energy and production costs. In addition, the process produces more consistent and uniform shapes than traditional casting methods and has fewer surface defects, leading to shorter lead times in the marketplace.
| Advantages | Disadvantages |
| Shorter cycle time, leading to fewer energy and production costs. | More difficult to produce complex shapes as the molten metal must flow into a series of connected molds. |
| Produces more consistent and uniform shapes than traditional casting methods. | Specialized tools and equipment required for the process. |
| Fewer surface defects, allowing for products with a shorter lead time to the marketplace. | Unsuitable for large casting projects as patterns must be cut multiple times. |
Basic Steps of Casting Production
- Prepare Molds: Molds are prepared and crafted to produce desired components.
- Melt Metal: Metals and alloys are heated to a high temperature until it is molten and ready to be cast.
- Pour Metal: Molten metal is poured into the mold.
- Metals Solidify: Depending on the type of casting process, metal is allowed to solidify and take shape.
- Shake Out: After solidification, the mold is opened and the casting is taken out.
- Finishing: The cast product is finished by machining, trimming, or any other post-casting treatment.
Outsource Your Casting Needs to SIPX Casting
With years of experience in the industry, we have the knowledge and expertise to deliver consistent and precise castings that meet the unique requirements of each customer. Our state-of-the-art equipment and modern production methods allow us to produce parts that are both accurate and cost-effective.
One of the main benefits of outsourcing your casting needs to us is that we take care of the entire casting process, from design and tooling to production and post-production operations. This eliminates the need for you to invest in expensive equipment, facilities, and personnel, freeing up resources that can be better used elsewhere.
We are committed to providing excellent customer service and maintaining high levels of quality control. Our team works closely with each customer to understand their needs and ensure that the final product meets their expectations. Whether you need a single prototype or a large production run, we have the capacity to handle any project size.